

Távcsőtükör

A távcsőtükör a fényvisszaverődés elvén alapuló távcsövek legfontosabb eleme, a tárgyról (égitestről) jövő fénysugarak összegyűjtését végzi. Tükörnél a lencserendszerek egyes, a fénytörésből adódó képalkotási hibái nem jelentkeznek, ezen kívül nagyobb átmérőben készülhetnek, ezzel pedig nagyobb fényerőt és jobb felbontást tesznek lehetővé, mint a lencsék.
A távcsőtükör
[szerkesztés]A távcsőtükör az elektromágneses sugárzás fókuszálását teszi lehetővé. A teljes elektromágneses spektrumban használható; ettől függetlenül a cikkben leírt optikai elem elsősorban a látható fény tartományában használatos. A távcsőtükör párhuzamos fénysugarak összegyűjtésére, visszatükrözésére és egy pontba gyűjtésére alkalmas. A lencsés távcsövek objektívjének megfelelő elem. A távcsőben legalább egy, általában kettő, de akár több tükör is lehet. Ezek közül a főtükör állandó elem, a fény összegyűjtésére szolgál. A segédtükör lehet hiperboloid vagy ellipszoid alakú fókusznyújtó tükör, illetve egyszerű síktükör, amely kivetíti a fényt a távcső tubusából az okulárhoz.
A távcsőtükör mindig egy hordozóból és az arra felvitt tükröző (foncsor) rétegből áll. Ez a megoldás teszi lehetővé, hogy a tükröt magát gyakorlatilag bármilyen anyagból elő lehessen állítani, így megnőhet a szilárdsága, nagyobb átmérőjű optikák készíthetők, mint lencsékből. A tükrön nem halad át a fény, ezért nem törik meg, nem bomlik színeire, élesebb, tisztább kép alkotható vele.
A főtükrök általában parabolikus felületek, ezek azonban alig térnek el a gömbalaktól. Kisebb felbontású tükrös távcsövek, vagy korrekciós tükrökkel ellátott bonyolultabb távcsövek esetén előfordul az egyszerű gömbfelület is. A paraboloid előállítható forgási ellipszoidként is, ezért már elterjedtek a folyadéktükrök is, amelyek meghatározott sebességű egyenletes forgása adja a tükröző felületet. Előnye, hogy a forgás sebességének változtatásával a fókusztávolság is változtatható.
A tükör legfőbb jellemzője az átmérő és a fókusztávolság, ez a két adat mindent elmond róla. Levezetett adata a fényerő.
Tükör házilagos készítése
[szerkesztés]


Magyarországon több évtizedes hagyománya van a távcsőtükör házi készítésének. Az amatőr csillagászok közül sokan éreznek késztetést arra, hogy saját kezűleg csiszoljanak kitűnő minőségű távcsőtükröt a Newton-rendszerekhez. Házilag viszonylag olcsón állítható elő jó minőségű, minimum diffrakció-határolt leképezést adó távcsőtükör.
A módszer gyökere a Jean-Bernard-Léon Foucault (1819–1868) francia fizikus által kidolgozott Foucault-féle késél-teszthez nyúlik vissza. A maszkolásos tükörellenőrzés pontos menetének, távcsőkészítés mikéntjének angol nyelven megjelent How to make a telescope című mű ismerteti. Magyar nyelven, hazai csiszolóktól, csak elvétve, baráti körökben lehet inkább hallani a tükörcsiszolásról. Magyarországon a Foucault-féle késél- (maszkolásos) módszerrel készít, ellenőriz a mai napig is több távcsőtükör-csiszoló távcsőtükröket, vagy ezzel a gyakorlati eljárással és csillagteszttel készültek korábban a legendás leképezésű tükrök.
- az interferométeres mérőműszerekkel végzett ellenőrzés kétségtelenül a legjobb és legmegbízhatóbb megoldás, a jelen kor legpontosabb mérési eljárása, hátránya azonban az amatőrök számára a magas költség (az interferométer alapanyagainak és a szoftvernek a költsége, a hitelesítés), nem beszélve a hozzá megszerzendő tudásról, tapasztalatokról;
- a Ronchi-féle rácspróba – a végtelenből érkező, „műcsillag” fényével végzett tesztelés – irányadó lehet, azonban a vele végzett mérés, becslés bizonytalan egy adott minőségi szint felett;
- a maszkolásos eljárás (ez már a konkrét mérés kategóriájába tartozik és az amatőrök számára a legkönnyebben elérhető eljárások egyike).
A maszkolásos eljárás alapvető technikai menete az, hogy zónákra osztott maszkot kell helyezni a tükör elé. Tetszőlegesen meghatározható, hogy a tükör felületének melyik része maradjon nyitva, és melyik letakarva. Így a fényforrás csak a nyitott zóna-ablakpárokra fog rávilágítani. Az adott zónák segítségével ki kell mérni a parabolatükör zónáinak a fókuszkülönbségeit, kétszeres fókusztávolságból ellenőrizni, és az eltérésekből egy Excel program segítségével vagy zsebszámológéppel pontosan kiszámítható, hogy milyen a felülete a tükörnek. Az eredeti maszkolásos módszer esetében a zónák fókusztávolságának (fókusztávolságok különbségének) a mérése késél-teszttel történik. Az aktuális zónapár fókuszát oldalirányból elmetszve (a késélt betolva) a nyitott ablakpár fokozatosan elsötétedik. A cikkben említett eljárás esetén a zónák fókusztávolság-különbségének kimérése fókusz képegyesítéses módszerrel történik egy körülbelül 10 mm fókusztávolságú, a csillagászati távcsöveknél is használatos okulárral. Az okulár felnagyítja a zónapár által létrehozott fókuszált (valamint defókuszált) képet. A maszkolással végzett méréssorozatok eredménye már számszerűsíthető. A mérés pontosságát meghatározza a mérést végző személy precízsége és gyakorlata. A maszkolásos eljárás arra hivatott, hogy egyértelműen eldönthető legyen, hogy a tesztelt parabolatükör megközelíti-e az ideális (elméleti) felületet. (Az eljárás kifejtését lásd később!)
-
 A mérő elhelyezkedése
A mérő elhelyezkedése -
 A mérőegység közelről 1.
A mérőegység közelről 1. -
 A mérőegység közelről 2.
A mérőegység közelről 2.



Alapfogalmak
[szerkesztés]A távcsőtükör mélysége
[szerkesztés]Az ideális gömbfelület homorulatának mélysége, vagyis a húr magasságának kiszámítása:
ahol hg a gömbtükör mélysége, R a görbületi sugár (kétszeres fókusztávolság), r pedig a tükör optikai átmérőjének a fele (sugár).
A parabolatükör mélységének kiszámítása:
ahol hp a parabola mélysége.
Eltérés a gömbi- és a parabolikus mélység között:
Fényerő
[szerkesztés]

A fényerő az objektív fókusztávolságának és átmérőjének a viszonya, például egy F/5-ös objektív fókusza ötszöröse az átmérőnek.
A fókusznyújtó rendszerekben (Cassegrain-, Nasmyth-) külön kell értelmezni az objektív fényerejét és az effektív fényerőt, ez utóbbi az effektív fókusztávolság és az objektív átmérő viszonya. (A Cassegrain-rendszer esetében a főtükör általában F/2-F/3, míg az effektív fényerő F/8-F/15.)
Lambda (λ)
[szerkesztés]A lambda a fizikában a hullámhossz jele. A távcsőtükrök esetében értelemszerűen csak a fény sebességét (c) és frekvenciáját (f) kell figyelembe venni. (A fényspektrum színeinek természetesen különböző a hullámhosszuk.)
Mivel a fénysebesség és a hullámhossz között fordított arányosság van, ezért
Vákuumban az elektromágneses hullámok, tehát a fény terjedési sebessége is: c = 299 792 458 m/s ~ 300 000 000 m/s = 3•108 m/s.
Nyílásviszony
[szerkesztés]A nyílásviszony a tükör átmérőjének és a fókusztávolságának a viszonya: D/f.
A Foucault-féle maszkolásos módszer
[szerkesztés]A maszkolásos módszer vizsgálatának tárgyához és eszközeihez ismerni kell néhány törvényszerűséget, elsőként a gömb- és a parabolatükör képalkotását.
Mindegyik tükör fényereje legyen F/5-ös, az átmérő pedig 200 mm. A gyakorlatilag végtelen távoli csillag fényét, ami pontszerű fényforrás, a gömbtükör hibákkal terhelten képezi le (ezt egyébként szférikus aberrációként (gömbi eltérésként vagy gömbi hibaként) említi a szakirodalom). Geometriai okokból a gömbtükör szélének a fókusztávolsága kisebb, mint a középső részeké, ezért az optikai tengellyel (optikai tengely vagy főtengely: a lencse vagy a gömbtükör optikai középpontján és görbületi középpontján átmenő egyenes) párhuzamosan beérkező sugarak nem a fókuszpontban találkoznak majd egymással, hanem az optikai tengely egy szakaszában. Ha ugyanezen gömbtükör görbületi sugarából (kétszeres fókusztávolságból) indulnak ki a fénysugarak (például egy műcsillagból (kondenzált fényforrás)), a gömbtükör egyetlen pontba fogja leképezni a sugarakat.
Gömbtükör
[szerkesztés]Ehhez a vizsgálathoz egy optikai mérőberendezést kell építeni. A könnyebb megértés kedvéért az Elvi vázlat ábrán látható a működési elv lényege. A műszer tulajdonképpen egy fényforrásból és egy késélből (okulártartó foglalatból) áll. A tükröt a fényforrástól (műcsillag vagy párhuzamos fényforrás) a kétszeres fókusztávolságban (görbületi sugárban) kell elhelyezni.
Megjegyzés: optikai ráccsal nézve ugyanilyen feltételek mellett a gömbtükröt a fókuszponton kívül és belül a tükör felületén megjelenő rácsszálak, mindig tökéletesen párhuzamosak maradnak. Ha egy kicsit is eltér a felület a gömbtől, a rácsvonalak elkezdenek hajlani vagy a rácsszálak megjelenése a tükör felületén, valamilyen torzulásként jelentkeznek. Példa a gömbtükörre: egy 160 mm-es, tökéletes gömbfelület rácsképe látható. A fényforrásnál párhuzamos rést kell használni (lehet lyuk fényforrást (műcsillagot) is használni csak az haloványabb - 0,02-0,05 mm átmérő) A görbületi sugárból indul ki a kondenzált fény és a görbületi sugárba tér vissza - pontosabban attól egy kicsit eltolva, de ugyanabba a síkba, máskülönben nem lehetne ellenőrizni.
A gömbfelületet ellenőrizve mindegy, hogy a párhuzamos optikai rács a görbületi sugár elé vagy mögött van elhelyezve, az akkor is párhuzamos marad. Ettől gömb a gömb. A párhuzamostól eltérő torzulás, ami a tükör felületén megjelenő rácsszálakban mutatkozik, látható, hogy a felület hol tér el a tökéletes gömbfelülettől. A felület milliméterenként 3,3 és 10 vonal/mm-es ráccsal is ellenőrizhető. A finomabb beosztású rács még inkább feltárja a felület hibáit. Erre az eszközre később is szükség lesz. Azért mutatom meg rögtön a legelején ezeket, hogy teljesen érthető legyen a dolog. Egy gömbre csiszolt tükör polírozásának kezdeténél csak optikai párhuzamos ráccsal kell ellenőrizni, hogy tartja-e a gömbfelületet. Egy 152/844-es tükör polírozásának egyes fázisai 5-30-60-180 percenkénti polírozási időközönként az alábbi ábrákon láthatóak:
-
 5 perc
5 perc -
 30 perc
30 perc -
 60 perc
60 perc -
 180 perc
180 perc -
 10 vonal/mm-es üveglap
10 vonal/mm-es üveglap





A felület végig gömb marad. Végül egy gyári 10 vonal/mm-es üveglapon lévő párhuzamos szálakkal ellenőrzött kép látható.
Egy gömbre csiszolt tükör polírozását csak optikai párhuzamos ráccsal kell ellenőrizni, hogy tartja e a gömbfelületet. Végig gömb maradt a felület. A 3,3 vonal/mm azt jelenti, hogy 0,15 mm vastag huzalt egymás mellett kell elhelyezni a huzal vastagságának megfelelő távolságokra: 1 rács - 1 hézag -1 rács- 1 hézag stb.
Az 1 mm/0,15 mm = 6,666, de mivel a rácsokat kell számolni, ezért 6,666/2 = 3,333 vonal milliméterenként.Ugyanezt 10 vonal/mm-re nézve az 1 mm-t 20 egyenlő részre kell osztani, ennek fele a rácsok száma, mm-enként összesen 10, tehát itt egy rácsszál vastagsága mindössze 0,05 mm. Üveglapon lévő rács esetében az üveglapnak van másik síkja is. Az üveg egy plánparalel párhuzamos üveglap. A 3,3 rácsosztásnál a szálak közt levegő van. Az üvegnél a fény az üvegen is áthatol, így a sűrűbb rácsnál a tükörfelület szélénél duplázódás látható. Ez az oka ott az elmosódásnak. Az egész optika felületén párhuzamosak a rácsszálak, tehát a felület jó.
Parabolatükör
[szerkesztés]Egy átlagos F/6-F/8-as nyílásviszonyú tükörnél ez a gömbfelület a kiindulási alap. A 152/844-es tükör fényereje F/5,55. Nagy pontossággal elkészítve, sokszor tesztelve ilyen az elkészült 152/844-es tükör parabolafelület 3,3 vonal/mm optikai ráccsal megnézve a fókusztávolságon kívül (a fókuszponttól (tükörtől) távolodva)). A távolodás mértéke sokszor csak 10–20 mm.
-
 Mért felület parabola
Mért felület parabola -
 250/973-as mélyítés
250/973-as mélyítés -
 198/1085-ös parabola
198/1085-ös parabola -
 152/844-es parabola
152/844-es parabola




Egy kis átmérőjű tükör esetében nagyon kevés a párhuzamos és az X alakban hajló rácsszálak közti eltérés. Látványosabb a különbség egy nagyobb átmérőjű, de ugyanolyan fényerejű tükör esetében. Ráadásul kis fényerőnél a gömb és a parabola közötti különbség szinte elenyésző. Mivel kifejezetten csak ráccsal nem lehet megbízható felületet készíteni, de az ellenőrzés alapja a ráccsal való tesztelés, a vége pedig a mérés és a csillagos ég alatt végrehajtott tesztelés. A tükörnek pontosnak kell lenni, mert néhányszor 10 nanométernyi eltérés, zónahiba következménye a rossz képalkotás.
Egy példa: Egy 250/973-as, nagy fényerős tükör parabolizálása aprólékos munka. Körülbelül 10-szer mélyebbre kell elkészíteni a parabolát. A közepe mélyebb, a pereme laposabb a gömbnél. A kezdeti fázisban is jól látszik a párhuzamos vonalaktól való eltérés. A végeredménye egy roppant hajlott rácskép lesz. Mindez jobban látszik egy 198/1085-ös tükör esetében is a fókuszon kívül 18 mm-re elhelyezett rácsnál.
A parabola felület mindenképpen eltér a gömbtől és az átmérő és fényerő függvénye, hogy milyen mértékben látszik ez optikai ráccsal vizsgálva. A rács gyakorlatilag az optika térbeli alakját mutatja meg. A fókuszponton kívülre vagy belülre tolt penge vagy kés-él tulajdonképpen egy rácsszál egyik oldala, de a rács önmagában sok kis kés-él az optika fényútjába helyezve. A fényerősebb tükrök ráccsal vizsgálva erősebb elhajlást fognak mutatni, mert nagyobb az eltérés az átmérő és a fókusztávolság arányai között és a rövidebb fókuszhoz mélyebb parabolafelület tartozik ( nagyobb az aberráció ). Nagyobb fényerőknél a parabola és gömb közötti különbségek nagyobbak lesznek. Célszerűbb elsőre inkább egy 15 cm-es F/8-F/9-es fényerejű gömbtükröt készíteni és nem a nehezen elkészíthető parabolafelületekbe belefogni.
A fókuszpont közelében rács használata helyett a fókuszt egy pengével elmetszve a felület 3 dimenzióban jelenik meg. A parabolatükör felülete ekkor a Hold egy kráteréhez hasonlít. Szakmai berkekben ezt nevezik a tükör árnyékrajzának. A teszthez szükséges optikai rács házilagosan is elkészíthető. A kereskedelemben vásárolható 0,15 század milliméteres vastagságú rézhuzalból (sodrott kábel) egymás mellé kell feltekerni a rézszálakat egy kisebb fém- keretre (levegő – rácszál – levegő – rácsszál…). A fémkeret másik oldalán lévő rácsozást el kell távolítani, a meglévőt pillanat-ragasztóval rögzíteni a keret szélein. Vonal/mm eloszlásban kifejezve: 1 mm/0,15 mm = 6,666. Az eredmény osztva 2–vel (a rácsok száma az érték fele lesz, ugyanis a rácsszálak között levegő van) a rács 3.333 vonal/mm-es lesz. A kép kontrasztos lesz a ritkább osztású ráccsal a tükörkészítés folyamán. Sűrűbb rácsot a felület végső elemzésénél kell használni. Ennek az eszköznek a pontos elkészítése körülbelül 2 órát vesz igénybe. A rácsozott keretet már csak egy okulárházba kell pontosan belehelyezni és az eszközünk gyakorlatilag, egy okulárnak megfelelően funkcionál a későbbiekben. A továbbiakban ez a rács a távcső okulárkihuzatába is belehelyezhető, és csillagon való tesztelésre is használható. Ez még többet el fog árulni a tükör minőségéről.
-
 Rács 3.3
Rács 3.3 -
 Rács 10
Rács 10 -
 Fókuszon belül
Fókuszon belül -
 Fókuszon kívül
Fókuszon kívül -
 A parabolatükör mélysége
A parabolatükör mélysége





A parabolatükör a végtelenből érkező párhuzamos fénysugarakat egy fókuszpontban képezi le (Airy-korongba) az optikai tengelyen. A kétszeres fókusztávolságból (görbületi sugár) vizsgálva a parabolatükröt az tapasztalható, hogy a tükör nem egy pontba képezi le a sugarakat az optikai tengely mentén. A parabolatükröt a mérőműszerrel a kétszeres fókusztávolságból ellenőrizve az látható, hogy a tükör felületén a rácsvonalak hajlítottan jelennek meg. A fókuszon belül (a tükörhöz közelebb) a rácsvonalak kifelé, hordósan, míg a fókuszon kívül (a tükörtől távolítva az optikai rácsot) X alakban befelé hajlanak. Jól láthatóak a képeken a leírt formák. Ez nagyon fontos, mert a polírozáskor erre különös figyelmet kell szentelni. Nem szabad felcserélni a látott képek alakját! A tükör középpontjától kifelé egy vonalon a peremhez közeledve több, például 6 pontot kijelölve kijelölve, és a (2) képletet alkalmazva megállapítható, hogy mennyi az eltérés a pontok között.
Azaz a perem legkülső pontja és a tükör közepe között 2,5 mm különbség adódik. Bármely pontot kijelölve a tükrön, a parabolatükör mélységének kiszámításának képletével pontosan kiszámítható a pontok közötti mélység-eltérés. Megállapítható, hogy a tükör középső részétől egy adott pontnak milyen mélységkülönbséggel kell eltérnie, mert a tükör felületén ezred-, tízezred- vagy milliomod milliméteres eltéréseket nagyon nehéz pontos műszer nélkül megmérni, de az alábbi módszerrel kimérhetőek az úgynevezett zónaeltérések: a tükör elé a tükör átmérőjével azonos maszkot kell helyezni, amelyen kis ablakok vannak a középponttól távolodva, egymással szemben. A maszk két részből áll: a kivágott zónaablakokból és a takaró, forgatható elemből. Ezen a módon szabályozható, hogy éppen melyik ablakpár legyen nyitva.
Az alábbi ábrákon egy hatablakos maszk látható, ez részletes grafikai képet mutat. Lehet 7–9 ablakos maszkot is készíteni, de nem fog több információt adni a tükörről, mint az feltételezhető lenne.
-
 Maszk 6 ablakkal
Maszk 6 ablakkal -
 Maszk #1
Maszk #1 -
 Maszk #2
Maszk #2



Látható, hogy néz ki szétszerelve és összerakva a maszk.
Kétszeres fókusztávolságból (görbületi sugárból) nézve a parabolatükröt és lemaszkolva a felületet, a következő törvényszerűség figyelhető meg. A polírozott tükör elé a maszkot úgy kell elhelyezni, hogy a középponthoz közelebb lévő ablakpár maradjon nyitva, tehát a fényforrásból a fény rávetítődik a nyitott ablakpárra a (tükör szabad felületére), és onnan vissza az okulárnyílás közepére.
- A fényforrás kiindulási pontja és a visszaérkezett sugarak fókusza egy vonalba esik. Azaz a fény a görbületi sugárból indul ki és elvileg ugyanoda tér vissza. Azért elvileg, mert a fényforrás és az okulárnyílás közepe között 20-30 mm távolságot kell beiktatni. Ez azért van így, mert ha ugyanoda térne vissza a fénysugár, ahonnan kiindul, akkor pontosan az optikai tengelyben kellene vizsgálni a felületet. Ez lenne a tökéletes, de ez megvalósíthatatlan, mert akkor nem lehet szabad szemmel ellenőrizni. Így egy minimális asztigmatizmus (nem pontszerű leképezés) jön létre az ellenőrzéskor. Ez nem olyan számottevő 20-30 mm-es távolság esetén, hogy lényeges eltéréseket okozna a mérés közben. A hátrány a nagy átmérőjű és nagy fényerejű tükröknél már számottevő lehet, nagyobb eltéréseket okozhat, de nem egy F/4-es, 300 mm-es tükörrel kell kezdeni, hanem egy F/5–ös, 200 milliméteressel.
A képeken látható módon kell a fényforrást (párhuzamos rést), a tükröt és az okulármozgató mérőórás részt elhelyezni. A parabolatükör mélységének a kiszámításakor szó volt arról, mekkora eltérésnek kell adódnia a különböző pontok között, és arról is, hogy a tükör készítőjének ezt hogyan kell kihasználnia. A képeken látható módon kell elhelyezni a fényforrást (párhuzamos rést), a tükröt és az okulármozgató mérőórás részt.
A maszk készítése
[szerkesztés]Hogyan kell elkészíteni a maszkot? Mit kell kiszámítani, és hogyan kell felhasználni az eredményeket? Konkrét példa a 200/1000-es tükör esetében (az eljárás minden tükörnél ugyanez).
A tükör ellenőrzése a továbbiakban 6 ablakpáros maszkkal történik, amely a maszkot 12 egyenlő részre osztja. A szerkesztés körzővel, a kivágás szikével történhet. A tükör közepétől kifelé a különböző zónáknál kell a számítást végezni.

A 200 mm-es tiszta optikai átmérő és 1000 mm-es fókusz esetén a zónák sugarai: R1 = 35 mm; R2 = 55 mm; R3 = 65 mm; R4 = 75 mm; R5 = 85 mm és R6 = 95 mm.
A (2) képletet felhasználva:
R1 esetén a mélység: 35 2 /2*2000 = 0, 30625mm
R2 esetén a mélység: 55 2 /2*2000 = 0, 75625mm
R3 esetén a mélység: 65 2 /2*2000 = 1, 05625mm
R4 esetén a mélység: 75 2 /2*2000 = 1, 40625mm
R5 esetén a mélység: 85 2 /2*2000 = 1, 80625mm
R6 esetén a mélység: 95 2 /2*2000 = 2, 25625mm
A tükör középpontjától távolodva adott sugarak esetén megtörtént a zónák mélységének a kiszámítása. A két pont közötti eltérés milliméterben: R6-R5; R5-R4 és így tovább. (R6-R5: 2,25625 mm-1,80625 mm = 0,45 mm; R5-R4 = 1,80625 mm-1,40625 = 0,4 mm stb.).
Kétszeres fókuszpontból mérőműszerrel vizsgálva ezek az eltérések pontosan ugyanígy fognak jelentkezni. A maszkolás esetén az egymás után következő ablakpároknál ezek a zónaérték eltérések egy mérőóra segítségével kimérhetőek. Elegendően század-milliméteres pontossággal leolvasható. Ez a leolvasás a kétszeres fókuszból mérve nagyon pontos lesz, ugyanis a nagyon kis felületi eltérések több ezerszeresére lettek felnagyítva és ezt pontosan mérni is lehet, és a számítások nanométernyi pontossággal történhetnek. Ha a felületi hibák ténylegesen már nem mérhetőek, a zónák közötti eltérések a fény segítségével igen.
Nagyon fontos viszonyítási alap, hogy az okulártartó a fényforráshoz képest hogyan mozog.Ha a fényforrással együtt mozog, akkor a kiszámított értékekkel kell tovább dolgozni. Ha a fényforrás áll egy helyben, és az okulártartó mozog, akkor a számított értékek kétszeresét kell venni (ez lesz mérve a mérőórával). Ez a megoldás ajánlott, mert a mérés pontossága megkétszereződik. Nem mindegy, hogy egy 2,5 mm-es szakaszon belül mérhető 6 pont eltérés vagy 5 mm-es szakaszon. A lényeg, hogy a leolvasási pontosság kétszeresére fog ez által nőni, mivel az eltérések nagyobb távolságon belül könnyebben mérhetőek.
Amire figyelni kell
[szerkesztés]
A tükröt fel kell tenni a tükörtartóra. A tükörtartó hátsó talp-részére célszerű két állítható menetes szárat szerelni, hogy a fixen elhelyezett tükör térbeli helyzetét finoman állítani lehessen a későbbiek folyamán. ( A fókuszpont visszatükröződése szabályozható lesz a térben), a tükör felső függőleges peremét pedig egy kitámasztó csavarral kell fixálni, hogy ne tudjon semmiképpen lebillenni a tartóról az optika.
A párhuzamos fényforrás egy dobozba zárt, 20 wattos halogénizzó. Az izzószál fénye egy párhuzamos, függőleges, egymásnak fordított zsilettpenge által alkotott, 1-5 század milliméteres résen át világít. A fényforrást a tükör kétszeres fókusztávolságára az optikai tengelyhez közel 10–15 mm-re kell állítani. Az okulártartós, mérőórás egységet szintén a kétszeres fókusztávolságra, a fényforrás mellett kell elhelyezni. Az okulártartó-résznek olyannak kell lennie, hogy játéktól mentesen lehessen állítani az optikai tengellyel párhuzamosan. A mérőórák közül a kereskedelemben kaphatóak olyanok, amelyek 11 mm-es elmozdulást tudnak mérni század milliméteres pontossággal, de jobb a 20 mm-es mozgatású. (Többnyire 10 ezer forint alatt kaphatóak). Az okulártartó résznek olyannak kell lennie, mint egy távcsövön az okulárkihuzatnak. Pontos elhelyezés esetén a fényforrás kiindulási vonala és a tükörről visszaverődő fókuszpontnak a vonala egybeesik.
Az ellenőrzés: a fényforrást a tükör felé kell állítani. A tükörről visszaverődő fókuszált pontot meg kell keresni, majd be kell illeszteni az okulárkihuzat tengelyébe. A beállításnál arra kell figyelni, hogy a kihuzatba visszaverődő fókusz a fényforrás kiindulási vonalában legyen. A fókuszált fény egy fehér papírlapra is vetíthető, így könnyebb megtalálni. Először mindenképpen műcsillaggal (0,02 mm) és okulárral kell ellenőrizni a tükröt. Amennyiben a defókuszált kép nem tökéletesen kör alakú, (elnyúlt, csavarodott) a felület nem forgástest, a kép asztigmatikus. Ebben az esetben mérés helyett a felületet kell kijavítani.

- Megjegyzés: tesztelés műcsillaggal
- A 20 W-os, dobozba zárt halogénizzó fényét egy néhány század mm-es átmérőjű, kör alakú lyukon átengedve (a lyuk alakja mikroszkóppal ellenőrizhető) az eredmény egy kondenzált fényű műcsillag, amellyel megállapítható, hogy a tükörről visszaverődött fényből kiderüljön: a tükör forgástest vagy sem. Ez az eljárás az érzékeny rácsteszteknél is alkalmazható.
- A műcsillag fénye olyan hatást kelt, mint amikor valaki egy állóvízbe a egy gömbölyű kavicsot ejt. Felülről nézve a víz hullámszerűen fodrozódik. Ugyanez a jelenség fedezhető fel a teszt során, a fénykörök olyanok, mint a hullámok. A fényt tanulmányozva láthatóvá válik a láthatatlan.
- Ha műcsillag helyett két egymással szembe fordított pengét használunk, akkor egy egyenes vonal látható: a fényforrás nagyított képe.
A következő lépés: be kell helyezni az okulárkihuzatba egy jó minőségű 10–12 mm-es fókuszú okulárt. Ha a fényforrás, a tükör és az okulárkihuzat beállítása helyes, az okulárban megjelenik a párhuzamos fényforrás függőleges képe (ez elsőre általában nem sikerül, a kép defókuszált). Ha a fókuszálás eredményes, és a zsilettpengék helyzetet függőleges, az okulárban egy pengeéles, függőleges csík látható. Ha a fényforrás a műcsillag, akkor egy korongszerű, éles fókuszált kép lesz az eredmény. Függőlegesen beállított résnél a zóna- párok vízszintesen helyezkednek el.
A párhuzamos fényforrásnál a fényes vonal és az elhajlási vonalak megegyeznek a csillagon való tesztelésnél a csillag korongjával és a diffrakciós gyűrűkkel, csak itt, a csillag egy "párhuzamos vonal" és nem egy pont (lyuk). A gyűrűk és az elhajlási vonalak nem gyűrűkként, hanem vonalakként jelennek meg. A jól polírozott tükörnél igen finomak ezek az elhajlási vonalak, és nagyon éles a kép. Ez is utal a jó felületi kimunkálásra.

Felülről nézve megállapítható, hogy a kiindulási és a visszatérési sík egy vonalba esik-e vagy sem. Ha igen akkor az eredmény a tükör fókuszának a kétszeres távolsága (görbületi sugara), amelynek a fele a tükör fókusztávolsága. Ezt az értéket fel kell jegyezni. Ezután a tükör elé finoman fel kell helyezni a maszkot úgy, hogy az első, a tükör középpontjához legközelebbi ablakpár legyen nyitva. Az okulárba nézve látható, hogy a fényforrás képe defókuszált, életlen képet mutat, de ez így van jól! A fókuszálás előtt meg kell vizsgálni, hogy a kettőzve megjelenő fényforrás jobb és bal oldali képe egyforma fényességű-e. Ha nem, akkor a fényforrást az optikai tengelyre merőlegesen finoman billenteni kell addig, amíg a megjelenő defókuszált párhuzamos fényforrás-képek egyforma felületi intenzitást nem mutatnak, és a szélességük azonos nem lesz. Ezt csak egyszer kell elvégezni, utána sem a tükörhöz, sem a mérőműszerek helyzetéhez a mérés során nem szabad hozzányúlni, csak a finombeállító okulártekerővel szabad fókuszálni. Ha mérés közben akár a fényforrás, akár a okulármozgató rész, akár a tükör elmozdul, az egész mérést azonnal újra kell kezdeni!

Egy szabályos forgástest esetén a kép mindig fókuszálható lesz. A fókuszálási kép élessége a polírozottság fokától is függ. Minél igényesebb a felület polírozottsága (RMS), annál élesebb - jó polírozottság esetén pengeéles - fókuszált kép látható. A rosszul polírozott felület homályos, a fókuszált fényrés képe vastag lesz. Ez tipikus példája is a hanyag tükröknek és a peremkopás esetének. Asztigmatikus felület esetén a kép soha nem lesz éles, fókuszált kép a párhuzamos fényforrásról.
Mérés és ellenőrzés
[szerkesztés]A mérés a következő lépésekben történik:
Először ki kell számítani a maszk-ablakpárok sugarait, ami a belső és külső ablakméretek átmérői összegének az 1/4-e. Erre a számításra később szükség lesz, mert tetszőleges maszkablak értékek esetén így kell kiszámítani az adott zónák sugarát, és a programba a kiszámított zónasugarak értékeit kell beírni (lásd később: Excel).
Egy papírlapon rögzíteni kell a tükör fókuszát, a maszkablakok középpontjának a már ismert sugarait (R1, R2, R3, R4, R5 és R6). Ide kell leírni a zónáknak a mérőóra által leolvasott értékeit. Egy sor egy mérési sorozatot jelent, ezek átlaga pedig a mérések eredménye, amely jó közelítéssel egyenlő a valóságos értékkel (Táblázat: a zónák mérőóra által leolvasott értékei), hogy látható legyen, milyen mérési eltérések lesznek a mérés közben egy jó felületű tükör esetében. A továbbiakban a zónák sugarait, a kiátlagolt mérési eredményeket, a tükör fókuszát, átmérőjét és hasznos optikai átmérőjét kell beírni egy erre a célra kialakított exceles mérőprogramba.
-
 Zónás sugárszámítás
Zónás sugárszámítás -
 Táblázat: a zónák mérőóra által leolvasott értékei
Táblázat: a zónák mérőóra által leolvasott értékei -
 Excel táblázat
Excel táblázat -
Maszk #2
-
 Maszk #3
Maszk #3



A mérőóra állása bárhol lehet a mérés kezdeténél, például 0 és 1 közelében, azért, hogy az álló fényforrásnál le mérhetőek legyenek a zónafókuszok eltérései. Ez kb 4-5 milliméteres mozgatás-tartományba fog esni a 200/1000-es tükör esetén (a fényforrás áll és a kés-él mozog, tehát a kiszámított zónaeltérés értékek kétszeres távolságokban keletkeznek a mérésnél).
A zóna fókuszában tűélesen látható a fényforrás, és megjelennek mellette az elhajlási vonalak (ezt a beállítást gyakorolni kell). A mérőóra állásának az értékét le kell jegyezni: például a mutató a fókuszált helyzetben pont az 1,12 milliméter értéken áll a mérőóra lapján, ezt be kell írni az R1 értékhez a táblázat szerint.Ezután a maszkablakon fordítani kell az R2 zónára, a tükör elé úgy kell tenni a maszkot, hogy a fényforrásra merőlegesen álljon a 2. ablak középvonala (minden egyes elfordítás esetén mindig ugyanabban az állásban kell visszahelyezni a tükör elé a maszkot). Az okulárba nézve defókuszált, életlen kép jelenik meg a fényforrásról. Az eljárás az előző: fókuszálás, a mérőóra általi adatok leolvasása és az R2 zónához történő beírása. Ugyanezeket a műveleteket kell ismételni az R3, R4 stb. zónánál is egészen a peremig, amit szintén le kell mérni.
A peremhez közeledve a fényforrás képe egyre vastagabb lesz, ezt a legnehezebb fókuszálni, de a jól polírozott felület itt is jól fókuszálható. Egy 142/585-ös tükrön F/4-es fényerejűn kb 16 órai polírozás után a perem is pengeéles és könnyen fókuszálható képet ad.
A 6 zóna fókuszkülönbségeinek mérése és lejegyzése után célszerű legalább 20 perces szünetet tartani a szem pihentetése céljából. Ezt követően az egész mérési sorozatot (1-6 zóna) ötször meg kell ismételni. Ha a mérési eredmények ugyanazok vagy nagyon közel vannak egymáshoz, közel lesznek egymáshoz, az eljárás helyes volt. Az 5 mérési sorozat lejegyzett értékeit oszloponként ki kell átlagolni, ez vezet a legpontosabb eredményre.
A leolvasott értékek egy jó tükör esetében közel megegyeznek az elméletileg kiszámolt zónák közti különbségekkel. Az imitált tükörnél ez majdnem 5 mm eltérést jelent. Ennek a fele a majdnem 2,5 mm eltérést, a gyakorlat tehát követte a számításokat a 200/1000-es tükör parabola mélységénél. Nem szabad elfelejteni, hogy a legbelső zóna nincs egészen a tükör közepénél, és az így keletkezett, közel egytizedes mélység- eltérés ebből adódik.
A maszkolás során a zónáknál kétszeres fókuszból vizsgálva fókuszkülönbségek jelentkeznek a képegyesítéses eljárás és a parabola mélységszámítása között a parabola mélységszámításkor. A Foucault-féle eljárásnál a zónák fókuszaiba tolt penge miatt elsötétednek a zónaablakok (nem úgy, mint az okulár használatánál). A penge (kés-él) használatával kapott mérési eredmények eredmények szintén nagyon jók. Az okulár és a Foucault-féle teszt eredményei megegyeznek, az okulárban fókuszált kép viszont jobban látható. A képegyesítéses módszer a Foucault késéltesztből alakult ki.
Tökéletes tükör készítése nem mindig sikerül, különösen a nagy fényerejű tükröké nem. A próba: a még nem foncsorozott tükröt egy próbatubusba, Newton-szerelést alkalmazva (paraboloid főtükör és sík segédtükör), valós helyzetben, a csillagos égen kell kipróbálni. Az okulárkihuzatba egy optikai rácsot kell elhelyezni, és a távcsövet egy csillagra kell fordítani, majd a ráccsal a fókuszponton belülre és kívülre is egyaránt defókuszálni kell. Ha a rácsszálak mindkét esetben párhuzamosak, a tükör jó.
A fizikában és a kereskedelemben egyaránt ismerős a lambda (λ) értékértékének kifejezése. Ez az érték arra utal, hogy milyen pontosságú és milyen minőségű az adott optika. Nem mindegy, hogy a valóságban mekkora mértékben tér el a tükör zónáinak a fókuszkülönbsége az elméleti értékektől. Ha a tükör minden zónaértéke a lambda/16-os pontosságú tűrési mezőn belül van, akkor a tükör által alkotott kép tökéletes. Néhány százalékos eltérés az elméleti értékektől megengedhető.
Az ellenőrzés adatainak összehasonlításaként álljon itt két példa:
1./ egy grafikai példaként felhozott 200/1000-es mért tükör pontjainak elhelyezkedése a lambda/16–os tűrési mezőhöz viszonyítva (lásd: Tűrési mező);
2./ mérési lap Jean Texereau La construction du télescope d'amateur eredeti francia nyelven, 1951-ben megjelent könyvéből (Meteor 6). A mérési eredményt össze lehet hasonlítani a ma használt, honosított programmal (Excel).
-
 Tűrési mező
Tűrési mező -
 Meteor 6
Meteor 6 -
 Excel
Excel -
 Tűrésmező
Tűrésmező




Látható, hogy a két kiértékelés nagyon minimális mértékben tér el egymástól. Az Excel lambda/16,4 értéket ad meg hullámfrontra, a francia Jean Texerau számítása lambda/14,75-ot ugyanarra a tükörre. Ez a kerekítési értékek miatt adódik így. Mindkét eljárás ugyanúgy számol, ugyanarra az elméletre épül.
Ez a cikk egy honosított, a gyakorlatban jól működő módszert ismertet, a távcsőtükör készítésének alapjait nem tartalmazza, azt egy külön cikk kell, hogy tárgyalja, és a már említett How to make a telescope című könyvben részletesen le van írva, hogyan kell távcsőtükröt csiszolni.
A kiértékelést természetesen el lehet végezni manuálisan is (optika.hu), de ma már, egy ezt megkönnyítő, amatőr csiszolóknak készült exceles program segítségével elvégezhető. Van angol nyelvű ellenőrző program is, ez még csillagtesztet is tud készíteni a mérések alapján. A neve: Figure xp program. A Magyar excel programba kék mezőn feltüntetve be kell írni a tükör fókuszát, optikai átmérőjét, valós átmérőjét, az R zónák átlagos sugarait és a mérésnél leolvasott mérőóra-értékeket. A program automatikusan kiszámolja, hogy egy lambda/16-os tűrési mezőhöz viszonyítva milyen felületű a tükör. A mérés a valóság megközelítő értékeit fogja eredményként adni, a pontossága és a matematikai számítások egysége adja az eredményt. Nem célszerű és nem is ajánlott a maszkolásos mérési eredményt valósnak tekinteni, de egy nagyszerű irányadó lehet arra vonatkozóan, hogy sikerült-e paraboloid tükröt készíteni. Nemzetközileg hivatalos eredményt lézeres interferometrikus mérésekre adnak meg. Az amatőr a gyakorlatában és abban bízzék, hogy a csillagos ég alatt az ellenőrzött optika mit fog mutatni. Az eredmény a méréstől, a szereléstől és a távcső beállításától egyaránt függ.
Az Excel program része grafikailag mutatja meg a végleges, de a készítés közbeni felület alakulását is. Igaz számszerűen is megadja a maximális felületi- és a hullámfront hibát is. Nem hiteles érték, de jó viszonyítási alapul szolgál (lásd fentebb: Tűrési mező).
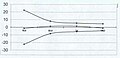
A függőleges (y) tengely a felület nanométeres viszonyítását mutatja meg, azt, hogy milyen hiba-nagyságok vannak a felületen. A vízszintes (x) tengelyen látható egy felső- és egy alsó tűrési mező (tölcsér).
A tölcsér szélesebb része a tükör közepének a tűrési mezeje. A vékony tölcsérrész a tükör peremének a tűrési mezeje. A fekete pontok a tölcsér között lévő vonalon a tükör mért pontjainak felületi, grafikai megjelenítése, az, hogy hogyan nézhetnek ki az adott zónapontok egymáshoz képest és mennyire folyamatos a felület. A fekete pontok a tükör grafikai görbéjénél a zónák átlagos sugarainak pontjai.
Jól látható, hogy a tükör középső részénél milyen nagy a tűrés, és a peremnél milyen kicsi. Minél fényerősebb egy optika, annál szűkebb a tűrési mező a peremnél is és a középső zónáknál is. Nehezebb is elkészíteni a fényerősebb optikát. Minél több a zónák száma, annál pontosabban rajzolódik ki a felület egyenletessége.
Példa egy 220/800-as tükörre: milyen a mért felületi görbéje Kaposvárott, és egy teljesen más maszkelrendezéssel Budapesten milyen eredményt kapott egy optikus, függetlenül a szerző mérésétől. A méréseknél más zónapontok szerepeltek és különböznie is kellett egymástól, de a megjelenés (görbe) nagyon hasonló, az eredmény megegyező. Fontos megjegyezni, hogy egy nagyon fényerős tükörről van szó, mégis a mérési eljárás megbízhatóságát igazolhatja vissza. Ilyen optikákat csak évtizedes tapasztalattal rendelkező optikusok és fanatikusok képesek elkészíteni. A kezdők ne is fogjanak ilyen fényerejű tükör elkészítéséhez, mert a kárba veszett időn és a sok-sok bosszúságon kívül százezres vagy milliós nagyságrendű káruk keletkezik!
A 4 zónapáros és a 7 zónapáros maszkolásnál így néz ki a grafikai megjelenés:
-
 Kaposvár_tűrés
Kaposvár_tűrés -
 Budapest_tűrés
Budapest_tűrés -
 Bozsoky János 200/800-as saját távcsöve
Bozsoky János 200/800-as saját távcsöve



A végeredmény (látvány)
[szerkesztés]A csillagos égen észlelés közben többször került sor a rendkívül fényerős F/3,6-os fényerejű tükör tesztelésére. A Jupiteren a felszíni részletek ámulatba ejtően csodálatosak voltak. Egyértelműen és szépen látszottak a felhőzetsávokban a fodrok, a színek szépen elkülönültek, a holdak korongszerűek és színesek voltak. A Szaturnusz látványa ezen is túltett. Az Súlyzó-köd (M27) planetáris köd 308-szoros nagyításnál kiterjedt volt és a gáz planetáris felszíni részleteit nagyon szépen be lehetett azonosítani a részletes CCD és fényképfotók alapján. A Messier 45 (Fiastyúk) kiterjed, kékes ködös gázrészleteit sok általános iskolás láthatta egy csillagászati egy tábor alkalmával. A Gyűrűs-köd (M57) felszíne fodros, szaggatott volt 198x-308x nagyítástartományban is, jól elkülönítette a felszíni intenzitásokat. A Mars hósapkája, felszíni alakzatai szépen megmutatkoztak. A Messier 13 gömbhalmaz tagjait több százra bontotta, és tűélesek voltak a csillagok 200x-os nagyításnál is. Optikai ráccsal tesztelve valós csillagon a műszer szép párhuzamos vonalakat mutatott kívül-belül. A 10 vonal/mm-es rácskép is megerősítette ezt. Tény, hogy ilyen fényerős tükröket tudni kell jusztírozni (beszabályozni, beállítani).
Mindezek a leírások kizárólag csak arra mutatnak rá, hogy a maszkolásos eljárással kitűnő minőségű, akár fényerős tükrök is készíthetőek. Minden csak gyakorlat és igényesség kérdése. Természetesen egy tükör vizsgálatánál nem csak a maszkolást használják fel ellenőrzésre a tükrök készítői, hanem az optikai ráccsal való különböző vizsgálatokat, tükör elforgatását, vagy elforgatással az ismételt mérést, a műcsillag megjelenő képét, a valós csillagtesztek összehasonlítását. A különböző fénytani ellenőrzések/kísérletek eredményeit párhuzamosan egymás mellé kell helyezni, összehasonlítani azokat. Az összehasonlítások megmutatják a mérések megbízhatóságát.
Hibalehetőségek
[szerkesztés]Nem szabad megelégedni azzal, ha a peremrész a mérésnél a tűrési mezők széléhez nagyon közel helyezkedik el, mondván, hogy jók az értékek, biztosan jó lesz a tükör. Ezt nem szabad megengedni. Törekedni kell arra, hogy a mért pontok által kirajzolódott grafikon minél vízszintesebb legyen, és a perem, valamint a középső részek is a tűrési mező középpontjához közel essenek. ("arany középút").
Ismerni kell, hogy két szélsőséges esetben, valóságos csillagtesztnél hogyan mutatkozik meg az, ami a grafikonon a peremrésznél látható:
1./ ha a perem a felső tűréshez van közelebb (perem-magas), akkor az intrafokális képe a csillagnak éles, kontrasztos lesz. Az extrafokális képe viszont maszatosabb, kevésbé kontrasztos (tóba ejtett kavics példája);
2./ ha a perem a tűrési mező alsó részénél van, akkor pont fordított lesz a helyzet (kopott perem vagy ismertebb nevén peremkopás) Az intrafokális kép maszatosabb az extrafokális kép élesebb megjelenésű lesz;
3./ ha a perem a tűrési mező középpontjában van és egyenletes a felülete a tükörnek, szépen polírozott, az intra- és extrafokális kép teljesen egyforma lesz. Ez pedig a lambda/6-8 P.t.V (hullám csúcs-völgy) értékre bemért tükrök képalkotására tipikusan jellemző. Ez az arany középút.
A leolvasási pontosság határa valahol az "elméleti" lambda/40-50 értékhez közeli. Ezek nem tekinthetők hiteles értékeknek, csak irányvonalaknak: mennyire finom és egyenletes az elkészült optika. Minden körülményt gondosan bele kell számítani a mérésbe a cikkben feltüntetett módon, mert ellenkező esetben az eredményt hamis lesz. Az alumíniumozott tükröket könnyebb mérni, mert a felület több fényt tükröz vissza, mint a sima polírozott üveg, ezért kell minimum 20W-os halogénizzó, esetleg műcsillaghoz akár 100W teljesítmény is, hogy elegendő fénymennyiség álljon rendelkezésre.
A leolvasásnál be kell számítani az emberi hibát: a szemnek vannak fizikai korlátai. Mivel az elvégzett számítások az elméleti értékeket követik, a gyakorlatban is előfordul egy hibahatár. Így a lambda/x a gyakorlat arányában egyre inkább valós értéket ad. Amatőr szinten nincs más lehetőség a tesztelésre, ha valaki jó tükröt szeretne készíteni, csak a cikkben ismertetett eljárás. Az így ellenőrzött tükrökről elég pontos és meggyőző információt sikerül gyűjteni.
Figyelembe kell venni, hogy
- a program és az eljárás elméleti számításokon alapul. A kapott eredmény a leolvasó gyakorlottságától nagyban függ. Egy nagyon jó és megbízható irányvonalat ad az optika minőségére rámutatva;
- az igényesen polírozott, szép, egyenletes felületű tükrök esetén F/5-F8 fényerő-tartományokban biztosan elérhető a lambda/4-es P.t.V. minőség, megfelelő gyakorlattal pedig a lambda/7-8-as P.tV érték is. Erről az utóbbi lambda/8-as értékről csak annyit szükséges tudni, hogy a nagyon jó és a prémium-minőségi kategóriába sorolható;
- műcsillag és rács segítségével kimutatható az asztigmatikus felület és a tükör felületén jelentkező egyéb hiba is. Ezek az elforgatással kimért felületekből, ráccsal való ellenőrzéskor megmutatkoznak (például: alul-felülkorrigáltság; púp, gödör; peremkopás, perem magasság; gyűrűs hibák, felület polírozottságának minősége);
- az asztigmatikus felületű optikák a képegyesítéskor nem fókuszálhatóak, mert az ablakpár egyik oldalának és másik oldalának a fókuszpontja máshová esik, másrészt a műcsillagos képnél egyértelműen kibukik a hiba, tehát a felületet meg sem szabad mérni (!);
- a kétszeres fókusztávolságból vizsgált tükörfelületnél az optikai rácsos vizsgálat annyira érzékeny, hogy ha a polírozott felülethez pár másodpercre hozzáér az ujjam, a rácsvonalak a kéz melegétől az érintett ponton azonnal torzulást szenvednek. 1-2 rácsszálat nézve a tükör felületén igen finom felületi eltérések, egyenetlenségek mutatkoznak meg. 1 rácsszál tulajdonképpen a Foucault–féle késélnek felel meg. Azonnal látszik a felület árnyékrajza, és láthatóak a polírozáskor keletkező felületi hibák is, mint például a gyűrűs hibák, karcok, gödrök, púpok, sérülések. Érdekes a gyakorlatban ezt megfigyelni;
- egy kezdő, tapasztalatlan csiszoló a hiányos ismeretei miatt, gondatlansága és hanyagsága esetén nem kap jó eredményt, vagy kevésbé jó tükröt fog készíteni. Ez a gyakorlással arányosan javul;
- ha egy, maszkolással kiértékelt, tapasztalt csiszoló által készített tükör jónak mutatkozik, az az ég alatt is biztonsággal jó képet fog adni. Erre tükrök tucatja a bizonyíték.
Galéria
[szerkesztés]-
 Inter 1
Inter 1 -
Inter 2
-
 Inter 3
Inter 3 -
 Inter 4
Inter 4



-
 Inter 5
Inter 5 -
 Inter 6
Inter 6 -
 Inter 7
Inter 7

Távcsőtükrök gyári előállítása
[szerkesztés]A gyári optikákkal, a színvonalasabb mechanikai kiegészítő eszközökkel és a sorozatgyártásban készült távcsövekkel együtt az elmúlt 15 év alatt fejlődtek az amatőrcsillagászok megfigyelő eszközei is. Az 1970-es - '80-as években szinte minden amatőrcsillagász, aki nem elégedett meg az átlagos minőséggel, saját maga készítette el a távcsövét.
A valóban jó gyári távcsövek nagyon drágák, például az apokromatikus távcső (lencsés távcső, amelynek a fókusztávolsága általában a sárga és a zöld színekben állandó, vörösben és ibolyában az eltérés nagyon kicsi.)
Ha valaki csillagászati távcső készítésére szánja el magát, érdemes a Newton-féle tükrös távcsővel kezdenie. Kevés optikai elemből áll, és éppen ezért könnyebb elkészíteni. A rendszer lelke a főtükör, ezen áll vagy bukik a minőség. A jó főtükör mellé természetesen kell jó segédtükör és a gondosan kivitelezett mechanikai szerelés, a maga nem szokványosan használatos, speciális fényelnyelő anyagaival, valamint kellenek a jó minőségű okulárok is.
Alapok
[szerkesztés]

Kézzel csiszolt optikáknál általában a tükröknek van egy ellendarabjuk, ami szintén üveganyag. Az ellendarab vastagsága nagyjából megegyezik a tükörével, de mindenképpen eléri az átmérő egytizedét - egy tizenkettedét, hogy ne hajoljon meg vagy deformálódjon megmunkálás közben.A két üveg között munkamenettől függően 60-as és 800-as finomság közötti vizes csiszolópor van. A fixen rögzített ellendarabon kell megfelelő erővel, sebességgel és megfelelő irányban elmozgatni a felső üveget (előre - hátra tologatás, elforgatás, a megfelelő húzáshosszok változtatása).
A folyamatos húzásoknak és forgatásoknak köszönhetően a felső üvegdarab homorúvá válik az alsó domború lesz, és idővel egy tökéletes gömbfelületté csiszolódik össze. A műveletet addig kell végezni, amíg a tükör a kívánt húrmélységet el nem éri. A csiszolás után a tükröt szuroktárcsán ki kell polírozni és parabolizálni. A kezdő csiszoló, segítséggel, egy 200 mm átmérőjű és 1200 mm fókusztávolságú tükröt 3 hónap alatt, segítség nélkül pedig 1 év alatt készít el. A segítség mindenképpen ajánlott, a türelem pedig elengedhetetlenül szükséges.
Gépi csiszolás
[szerkesztés]A gépi csiszolás ellenőrzésének módszerei megegyeznek a kézi csiszolásnál alkalmazottakkal.
A gépi megmunkálás abban tér el a kézitől, hogy az ellendarab egy domború acélszerszám, aminek adott görbületi sugara van. Az ábrán egy 25 mm vastagságú, 360 mm átmérőjű és R = 2400 mm görbületi sugarú, tehát R/2 = 1200 mm fókusztávolságú ellendarab látható.
Az első fázisban a jól látható 200 mm átmérőjű üvegkorongot kézzel kell az acélszerszámhoz préselni. A szerszám és az üvegkorong között csiszolópor van vizezett állapotban, amely az első szakaszban 60-as, durva. A tükröt addig kell tologatni folyamatosan forgó szerszám fölött, amíg peremtől peremig bele nem csiszolódik az acélszerszám domborulata. Az acél ellendarabon egyenletesen kell a tükröt mozgatni, hogy az ellendarab is egyenletesen kopjon és a szerszám görbületi sugara ne változzon meg számottevően.
A munkaorsó fordulatszáma percenként 27, tehát nem nagy, de éppen ezért veszélyes is lehet, főleg az 1:100-as erőátviteli rendszer esetében. Vigyázat! A gép teljesítménye 25 000 W, veszélyes, mert a lassú fordulaton leszakíthatja a csiszoló kezét!
Ezzel a módszerrel akár több tucat azonos fókusztávolságú tükör gyártható le rövid idő alatt, ellentétben a kézi csiszolással, ami azonos fókuszok esetén nagyon időigényes: mintegy 3-4-szerese a gépi csiszolásénak.
A gépi csiszolás előnyei
[szerkesztés]- gyorsabb;
- rövidebb idő alatt egyenletesebb és alaposan megmunkált felület érhető el;
- a polírozás is gyorsabb, mert a jól előkészített és megmunkált üvegfelület felszíne egyenletesebben, jobban kialakított, mint a kézzel sokszor hanyagul csiszolt tükrök esetében. Sok tükörkészítő időnyerés céljából túl gyorsan vált a csiszolóporok között, így a polírozásnál, főleg a peremnél maradnak eltüntethetetlen, durva csiszolásnyomok. Ezeket úgy láthatóak a már legőzölt tükrök esetében, hogy a perem homályos, gödröcskék vannak rajta;
- nagyon sok „izommunka” takarítható meg. A fáradt csiszoló figyelme megoszlik, hajlamosabb lesz a hibázásra, ezért ugyanolyan minőség esetén a munkaidő lényegesen megnő.
A tükör csiszolásánál a legfontosabb a tapasztalat. Egyáltalán nem mindegy, hogy milyen gyorsan mozog a szerszám. Fontos, hogy a tükör milyen pályán és hogyan forog az ellendarab fölött. Fontosak a húzáshosszok, a sebességek, és sok egyéb apróság, ami nem pontosan leírható dolog.
Először is: az átmérő függvényében meg kell választani, hogy mekkora a megmunkálás sebessége, milyen időközönként és mekkora adag csiszolóport kell szórni a szerszám és a munkadarab (a tükör) közé, milyen mértékben és milyen gyakran kell vizezni a szerszámot. Mindez nagyon fontos a karcosodás elkerülése érdekében.
A csiszológép
[szerkesztés]A csiszológép két fő részből áll: a főorsóból (amin a géptál van) és az excenter karból A főorsóba kell befogni az ellendarabot, úgy, ahogy az esztergagépeken a tokmány esetében, az excenter karok pedig a befogókerettel kényszerítik a főtükröt a szerszámon való folytonos mozgásra.
A főorsó fordulatszáma szabályozható, jelenleg 27,6 fordulat/percre van beállítva. Az excenter karok (amelyeknek a tengelyei párhuzamosan ugyanolyan szögsebességgel forognak) sebessége 39,5 fordulat/perc. Az excenter karokat egy dönthető fémkeret köti össze, ezért a tükörről a keret a munka befejeztével könnyen leemelhető. Ezen a kereten helyezkedik el egy, a tükör befogására alkalmas támasztó és leszorító tükörbefogó kar. Közel prímszámoknak kell lenniük a fordulatoknak az excenter karok és a főorsó esetében. Erre a nem ismétlődő mozgások elérése miatt van szükség. A szerszám és a tükör fordulata különböző (ha a két fordulatszám megegyezne, a forgácsolás nem jönne létre), de túl nagy eltérés sem lehet közöttük, a megfelelő az átmérőtől függően 1,5 - 3-szoros sebességkülönbségek a jók.
A csiszológép elemei
[szerkesztés]- géptál (főorsó);
- főkapcsoló;
- tükör;
- gömbcsukló;
- tükörbefogó kar;
- Szuroktárcsa;
- nyomósúly;
- keret;
- excenter kar.
Az excenter karok fordulata nagyobb, mint a főorsóé ezért a csiszolás és a polírozás közben fáziskésésben van egymáshoz képest a szerszám és a munkadarab. Így egy soha nem ismétlődő íves, egymáson folyton elforduló forgácsolás jön létre a tükör és az ellendarab között. A csiszolatnyomok soha nem térnek vissza ugyanarra a helyre, így nem mélyül ki egyik helyen sem a tükör. A gép fő működési elve az, hogy mindkét forgó egység körpályát ír le. Ha a mozgások bármilyen okból ismétlődnék, vagy valami szabályosság tapasztalható, a beállítás rossz, a tükör kimélyül.
A gép rossz beállításának következményei (3-4. ábra) és a jó beállítás (5. ábra):
-
 3. ábra: Rossz beállítás #1
3. ábra: Rossz beállítás #1 -
 4. ábra: Rossz beállítás #2
4. ábra: Rossz beállítás #2 -
 5. ábra: Jó beállítás
5. ábra: Jó beállítás



Szabályozni lehet, hogy az excenter kar milyen rádiusszal (sugárral) forgassa a tükörbefogó kart a kerettel. Ezzel egyenletes szerszámkopás és szabályos gömbfelület érhető el karcolások és hibák nélkül. A polírozás folyamán is szintén állítható a húzás sugara, és meg lehet határozni a tükör pályáját a szuroktárcsa fölött. Ezek összehangolásával lehetőség van tökéletes gömbfelületet polírozására.
Sokféle elrendezésű csiszológép létezik. Vannak, amelyekkel parabolizálni is lehet egy tükröt, de vannak, akik a kézzel való parabolizásra esküsznek a precizitás miatt, mert a legegyenletesebb, legjobb tükrök gépi csiszolással és kézi parabolizálással készíthetők el.
Nem véletlen, hogy a prémium minősítésű optikák árai valahol a 100-300 ezer forintos kategóriába kerülnek. A 92%-os definíciós fényességű, lambda/6 (vagy ennél jobb) optikák kis központi kitakarással színezéstől mentesen ugyanolyan, vagy jobb leképezést adhatnak optikai tengelyhez közel, mint egy méregdrága apokromatikus távcsőtubus. És az ilyen "apo" tubusok ára milliós nagyságrendekben számolható. Érdemes tehát egy 200–250 mm-es tükörátmérőjű, Newton-rendszerű távcsövet készíteni. A nagy fénygyűjtő képesség mellett egy nagyon jó leképezésű távcső készíthető a megbízható gyári csillagászati távcső árának egynegyed-egyötödéért. [1]
- A csiszológépről készült fényképek a forráscikkben (lásd lentebb: Bozsoki János: "Keskeny ösvény-Hogyan készítsünk házilag színvonalas optikát) láthatóak.
Egy 250/1200-as tükör csiszolása
[szerkesztés]Az első fázis: a rádiusz becsiszolása kézzel, a forgó acélszerszámon, 60-as csiszolóporral, ugyanazokkal a mozdulatokkal, mint a fix ellendarabon, de a forgó ellendarab már eleve domború. Ez a folyamat mintegy másfél óráig tart. Ugyanez a munka egy üveg ellendarabon nagyon fárasztó, és 2,5-3 órát vesz igénybe. Amikor az üvegkorongban peremig megvan a homorulat, az excenter tengelyekre rá kell tenni a tükröt befogó keretet.
A felső tükörbefogó keret a szerszámra a nyomósúllyal rányomja a tükröt az acélszerszámra, és géppel egyenletesen átcsiszolja 60-as csiszolóporral a felületet. A tükörbefogó 3-as villájának, gömbcsuklós része a kerethez van rögzítve. Ez a 10. ábrán látható, igaz, már a polírozáskor, de a lényeg mindkét esetben ugyanaz. A gömbcsukló miatt a tükör szabadon elfordul a szerszámon a súrlódás és a fordulatszám-különbségek miatt.
Nyomósúlynak elegendő 15-20 kilogramm, az 50–100 kg túl sok. Körülbelül 45 perc folyamatos járatás után (miközben a csiszolóport 10 percenként vizezni kell a felületen, és néha új port is szórni kell a két felület közé) le kell venni a tükröt a szerszámról, és a felületét szabad szemmel, a felületet nagyítóval is ellenőrizni kell.
Ha a felületet egyenletes, le kell mosni a tükröt, a szerszámot és a munkapadot is. Ezt követően a munkafázisokat meg kell ismételni 150-es, 240-es, 320-as, 500-as és 800-as finomságú csiszolóporokkal. A végeredmény egy nagyon finomra megmunkált, tökéletes gömbfelület.
Polírozás
[szerkesztés]A csiszolást a szuroktárcsa elkészítése követi, és a csiszolási folyamatot újra el kell végezni. Olyan rádiuszt kell választani a körpályához, hogy a szuroktárcsán járatva a felület gömb maradjon, és a szurok anyaga még ne torzuljon el. Arról, hogy a felület mikor gömb, optikai ráccsal kell meggyőződni, polarizált fény segítségével.
Először úgy tűnik, hogy a tükör felülete mintha peremkopott volna, vagy éppen a közepe polírozódna hamarabb, de mintegy 2-3 óra folyamatos polírozás után tökéletesen polírozott gömbnek látszik. Az optikai rácsszálak a kétszeres fókusztávolságból ellenőrizve a tükör felületén egyenesnek, párhuzamosnak látszanak. A felület most már gömb, de még teljesen ki kell polírozni.
A polírozás alatt folyamatosan kell ellenőrizni a felületet a jól ismert Focault-féle késél-teszttel, amely megmutatja, hogy mennyire egyenletes a felület, meddig kell még polírozni, illetve vannak-e gépi nyomok, vagy szabályos ismétlődések.
A gépi polírozás időtartama mintegy 10 óra, a kézi polírozás körülbelül 30 óráig tartana. A polírozó szerszámon kézzel át kell dolgozni a tükör felületét, ügyelve arra, hogy az gömbfelület maradjon.
Parabolizálás
[szerkesztés]Ha a polírozás kész, lassú, mély húzásokkal el lehet kezdeni a tükör felületének a parabolizálását. Először 10 másodperces parabolizálás – mérés, parabolizálás – mérés, majd pár másodperces parabolizálás – mérés, ismét pár másodperces mérés, és így tovább, amíg ki nem alakul a tökéletes parabolafelület. Ez a folyamat órákat, napokat ölel fel, de mindenképpen megéri.
Az ily módon elkészített optikák kellő gyakorlattal lambda/40 RMS és 92-96%-os definíciós fényességű tükrökké alakulhatnak. Egy ilyen minőségű gyári tükör az amatőr számára megfizethetetlen.
Néhány példa a tűrésmezőre az Airy korong méretének függvényében: az alsó és felső, tölcsér alakú fekete vonalas rész, a tűrési mezőt ábrázolja a távcsőtükör átmérőjének és fókuszának függvényében. Megmutatja, hogy a mért zónáknak milyen tűrésen belül kellene lenniük. A zónák fekete pontokként vannak ábrázolva. Ezeket a fekete pontokat összeköti a grafikai görbe, ami azt mutatja, hogy milyen egyenletes a tükör felületi megjelenése a mért zónák esetében.
Grafikonok
[szerkesztés]- Gyári tükör grafikonja (6. ábra)
- Gyári, 150/750-es tükör grafikonja (7. ábra):
Jól látható, hogy a tükör grafikai része nem a tűrésmezőn belül helyezkedik el. Ez pontosan azt jelenti, hogy az optika nem diffrakció határolt. Sajnos túlságosan is lapos, ami nem jó.
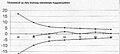
- Gyári 200/900-as tükör grafikonja (8. ábra):
Minél fényerősebb a tükör, annál szűkebb a tűrési mező, tehát a felületnek annál kisebb mértékben szabad eltérnie az ideálistól. A gyári tükör grafikonja nagyon egyenletes, és sajnos gömb, tehát a definíciós fényesség valahol 40-50% körüli a megkövetelt 80%-hoz képest, és már a legkisebb nagyításoknál is látszik a leképezésben a hiba. A gömbtükör az 1/8 nyílásviszony körül kezdi kielégíteni a csillagászatban azt a szintet, ami már jónak mondható, tehát a 200 mm átmérőjű gömbtükör fókusza legalább 1600 mm kellene, hogy legyen. A csillagok körül nagyobb nagyításoknál egy ködös halóként jelentkező kép látható. Sajnos ez a tükör sem elégíti ki az alapkövetelményeket.
- 200/1000 paraméterű, hazai gyártótól kapott tükör grafikonja (10. ábra):
Jól látható, hogy a tűrési mezőben egy nagyon egyenletes és kitűnő minőségű tükör grafikonja helyezkedik el. Egy ilyen tükör interferometrikus mérés alapján lambda/8 körüli értéket mutat, ez definíciós fényességben körülbelül 96,6%-ot jelent. [2]
- 200/1200-as tükör grafikonja:
A tükör parabolája nagyon egyenletesre sikerült. Az ellenőrzés három különböző zónaértékű maszkkal történt, azonos eredményekkel. Az átnézett több tucat optikai grafikon és az ég alatt való távcsöves teszteléseket összevetve a tapasztalatok szerint egy ilyen tükör elbírja az 500-szoros nagyítást és kontrasztos leképezést ad.
-
 6. ábra: Gyári tükör grafikonja
6. ábra: Gyári tükör grafikonja -
 7. ábra: Gyári 150/750-es tükör grafikai ábrája
7. ábra: Gyári 150/750-es tükör grafikai ábrája -
 8. ábra: Gyári 200/900-as tükör grafikai ábrája
8. ábra: Gyári 200/900-as tükör grafikai ábrája -
 9. ábra: 200/1000-res grafikonja
9. ábra: 200/1000-res grafikonja -
 10. ábra: 200/1200-as tükör grafikonja
10. ábra: 200/1200-as tükör grafikonja





Saját készítésű távcső
[szerkesztés]A 16. ábrán egy 150/600-as Newton-távcső fényképe látható. A távcső saját készítésű, csak magyar alkatrészeket tartalmaz. A főtükre a maszkolásos cikkben leírtak alapján készült. A készítők [3] a professzionális kialakításra törekedtek. A mechanikája is magyar, egy G-10-es óragépes távcsőmechanika.
Rendkívüli, F/4-es fényereje ellenére is igen jó leképezése van, a maximális nagyítása a légköri viszonyoktól függően 300-szoros.
A bolygókról éles, jó légköri viszonyok esetén részletgazdag képet ad, a mély-ég objektumokról kontrasztos, információkban gazdag leképezést nyújt. Etalonszerű csillagtesztet mutat az Airy-korongról és a diffrakciós gyűrűkről, ezért a rendszer biztosan diffrakciós.
Irodalom
[szerkesztés]- Bozsoky János: Amatőr távcsőtükör-készítés - I. rész, a szócikk mintegy 99%-a Bozsoky János munkája alapján készült, a Szerző hozzájárulásával.
- Jean Texerau: How to Make a Telescope(Second English Edition, fordította: Allen Strickler)
- Kulin György - Róka Gedeon:A távcső világa, Gondolat Kiadó, Budapest, 1980, ISBN 963-280-817-7
- Kulin György - Távcsőtükör házi készítése; TIT Nyomda, Budapest, ISBN 963-412-287-6[4]
- A Magyar Csillagászati Egyesület(MCSE) kiadásában megjelenő Meteor 1980. évi 2. száma[5][6]
- Dr. Horváth Árpád: A távcső regénye; Műszaki Könyvkiadó, Budapest, 1988
- Günter Gräfe-Hanz Kuss-Gerd Reichelt: Optikai elemek készítése, Műszaki Könyvkiadó, Budapest, 1984, ISBN 963-10-5272-9
- Bozsoky János: „Keskeny ösvény” - Hogyan készítsünk házilag színvonalas optikát[halott link]
- Bozsoky János : A távcsőtükör készítése és tesztelése
- Gyulai Pál cikkei (főleg) csillagászati távcsövekről és kiegészítőkről. (magyarul) és (angolul)
- Schné Attila: A távcsőtükör csiszolása Archiválva 2011. január 6-i dátummal a Wayback Machine-ben
- Schné Attila: A távcsőtükör teszteléséről Archiválva 2007. október 18-i dátummal a Wayback Machine-ben
- Kulin György - Távcsőtükör házi készítése
- Szolgáltató Szakszótára
- Autokollimációs távcsőteszt(elméleti rész)[7]
Külső források
[szerkesztés]- Bozsoky János: A távcsőtükör készítése és tesztelése
- A gömbtükrök képalkotása
- 4. Összetett optikai rendszerekkel kapcsolatos fogalmak
- Autokollimációs távcsőteszt (gyakorlati rész)
- Optika és Relativitáselmélet II. BsC fizikus hallgatóknak 3. Fényelhajlás (Diffrakció)[halott link]
- 1. Fraunhofer diffrakció, Airy-féle elhajlási kép
Jegyzetek
[szerkesztés]- ↑ Munkatársak: Bakonyi Tibor, Berente Béla.
- ↑ Bozsoky János ismeri a hivatalos mérési eredményt.
- ↑ Bozsoky János és Dán András.
- ↑ Az ISBN szám két másik könyvet is jelöl.
- ↑ Kiindulásként a Sky and Telescope 1976. évi II. számában, R.F. Coxtól származó közlemény szolgál. A számítások ellenőrzését aS.a.T 1977 augusztusi számában leírt módszer alapján számítógéppel ellenőrizték.
- ↑ A kidolgozássegítői: Tóth László fizikus, Bodor Illés mérnök és Papp János amatőrcsillagász.
- ↑ A képek/ábrák készítői: Bozsoky János, Ferenczi Béla és Schné Attila.